The set of operations and documentation that is carried out to verify the quality of a cleanroom is simply called cleanroom validation or cleanroom qualification. Several stages of testing are required for cleanroom validation. Special devices and equipment and trained and qualified personnel are required to conduct these tests. Ekeas Cleanroom is ready to provide all stages of cleanroom validation with the latest equipment.
What is the first step in cleanroom validation?
The first step in cleanroom validation is to review the installation of all cleanroom equipment and HVAC components. In this step, the “as-built” drawings should be compared to the installed facilities. The components should be inspected to ensure that there are no visible damage or defects. The following table is an example of a table that shows the latest reviews of airflow mapping in routes and HEPA maps.
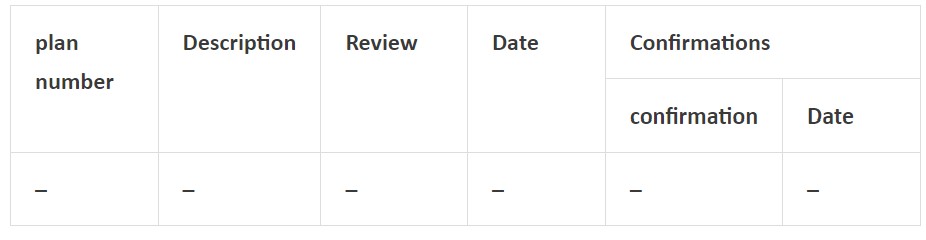
An example of a table showing the basic map data required for this test.
Cleanroom Component Validation
On a copy of the above drawing, the components of the selected section of the distribution paths and installed equipment of the cleanroom must be verified with a colored pen (e.g., blue) to confirm that they are in the correct location, installed safely, and without damage. Sections that are not approved must also be marked, for example, with a yellow pen. Incorrect details of the drawing must be corrected with another colored pen (e.g., green). Make corrections so that the drawing includes the final details of the completed system. After the drawing is completed, it should be titled so that it is identifiable. Finally, the drawings must be signed and dated.
Components are defined as follows:
- Air ducts
- Dampers
- Receptacles, switches, lights, etc.
- Return and supply vents
- Doors and windows
- Sensors (pressure sensors, temperature and humidity sensors, etc.)
- Filters including HEPA filters, ULPA filters, and ALPA filters
- Air handling unit, air handling unit equipment including humidifiers, dehumidifiers, and heat exchangers (coils)
- Pumps, valves, pipes, devices
Responsibilities of Cleanroom Validation Observer
One of the responsibilities of the observer who reviews the installation of the cleanroom is to write yes or no next to each of these items to indicate whether that section is approved or not. After doing so, they must sign and date (Table 2). Those who are responsible for the supervision, inspection, and approval of this section can, if necessary, add their comments and notes in addition to the signature and date.
Cleanroom Validation Tests
- Air volume test
- Air velocity test
- Pressure difference test
- Temperature and humidity test
- HEPA filter leakage test
- Particle count test
- Classification test
- Recovery test
In the following, we will explain each of the above cleanroom tests in detail.
Cleanroom air volume test for cleanroom validation
The air volume test is performed for cleanroom validation to adjust the incoming, return, and exhaust air of the cleanroom, as well as to calculate the air exchange rate per hour or air change rate per hour.
Air flow hood (capture hood) for air volume test
It is capable of measuring the total volume of air that is supplied or exhausted. This tool can include a variety of combinations in terms of frame and hood dimensions, and as a result, it can cover a significant number of vents and filter housings. This tool uses the Wilson grid principle to measure air. Capture hoods collect the entire air volume and pass it through the Wilson grid. The pressure that is read when the air passes through the grid is transferred to the measuring instrument and the air volume can be read directly.

Air velocity testing for cleanroom validation
Air velocity testing for cleanroom validation is performed using vane anemometers and thermal anemometers. The anemometer is capable of measuring the air flow velocity in the inlet and outlet vents. The measured velocity is multiplied by the dimensions of the vent to calculate the volume of air. In this method, samples must be taken from several points and then the average velocity is multiplied by the dimensions of the vent. This method is only applicable for perforated vents and is not applicable for calculating the volume of air in swirl vents.

Cleanroom Pressure Differential Testing
To maintain the air quality of a cleanroom, the pressure of that room must be greater than that of other rooms with lower cleanliness grades to ensure that air from adjacent dirtier areas is not transferred to the cleanroom with a higher cleanliness grade. Therefore, pressure differential is one of the main features that must be considered in a cleanroom. Cleanrooms typically have a higher pressure than their surrounding environment. Often, a hierarchy of pressure differentials must be considered between different cleanrooms with different cleanliness grades, depending on the different levels of cleanliness required.
The purpose of pressure differential testing for cleanroom validation is to demonstrate the ability of the HVAC system to maintain the pressure differential between the cleanrooms and their surrounding environment over a specified period of time. When measuring the pressure differential, all doors in the area under investigation must be closed.

The pressure difference between a cleanroom and its surroundings is typically considered to be between 5 and 25 Pascals because in this case, the doors can be opened and users of the cleanroom no longer need to overcome the problems caused by high pressure difference, which can lead to air leaks (air leaks from the gaps). These gaps are mainly caused by unevenness in the floor of the room as door seals cannot fully cover the uneven surface. In addition, if some parts of the cleanroom are not sealed with silicone adhesives, the sound of airflow increases and reduces the comfort of the staff inside the cleanroom.
When is the pressure difference test of a cleanroom performed?
The pressure difference test for cleanroom validation is performed after balancing the air and pressure in the cleanroom. Some rooms or areas can tolerate more pressure difference than others. The pressure difference is obtained by comparing the pressures. To calculate the required pressure for the room, the volume of the air flow entering the cleanroom and the volume of the air exiting it must be determined. For example, in a completely sealed cleanroom, the simplest expression is as follows: for example, the incoming air is 1000 cubic meters per hour (which can be measured by installing a measuring device on the incoming air vents) and the outgoing air is also 1000 cubic meters per hour (which can also be measured by installing a measuring device on the outgoing air vents). This cleanroom will be under no negative or positive pressure. Conversely, if the volume of the incoming air in the cleanroom is greater than the volume of the outgoing air, it will be under positive pressure. Conversely, if the volume of the incoming air in the cleanroom is less than the volume of the outgoing air, it will be under negative pressure.

Pressure monitoring in cleanrooms
Cleanrooms must be equipped with pressure differential measurement devices or pressure differential gauges that provide continuous monitoring of the cleanroom pressure differential and allow cleanroom performance monitoring personnel to respond in the event of pressure drop. They include two types: magnetic gauges and digital pressure differential gauges.
read more | Cleanroom Design
Magnetic gauges
Most cleanrooms are equipped with magnetic gauges that measure the pressure differential between two rooms. These gauges have two ports: one in the cleanroom with higher pressure (positive pressure (+)) and the other in the cleanroom with lower pressure (negative pressure (–)). The pressure differential is obtained from the difference in pressure between these two cleanrooms. The accuracy of these gauges, which is determined by its scale, can have a significant impact on the measured pressure differential. When the instrument’s measurement range is wider, the instrument’s sensitivity will be less.

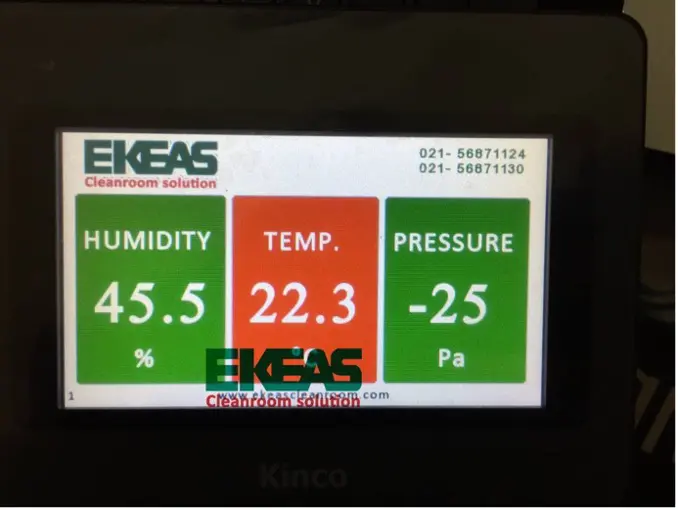
Digital Differential Pressure Gauge
For measuring differential pressure in cleanroom validation, digital manometers or digital differential pressure sensors are significantly better than analog instruments because they are easier to install and can be placed in areas that allow for easier maintenance, and they can also provide continuous monitoring. Such devices can be installed in cleanrooms, in the technical floor above each room, or in any other suitable location. Typically, these manometers are connected to the cleanroom building management system (BMS), where the cleanroom user has a clear picture of the overall system status and the differential pressure between rooms.
Both tools must be checked and calibrated annually.
Preparation of cleanroom for pressure measurement
Before starting the cleanroom pressure measurement, the following items should be checked to ensure that:
- All air handlers and equipment associated with the cleanroom facilities are operating continuously.
- Before starting the pressure measurement between rooms or between rooms and the outside area, the inlet pressure balance is within the predetermined specifications.
- All cleanroom doors are closed and no traffic is allowed in the facilities during the test.
Once these items have been checked, the measurement continues.
Cleanroom temperature and humidity test for cleanroom validation
The purpose of the cleanroom temperature and humidity test for cleanroom validation is to check the ability of the cleanroom air handler and associated facilities to maintain the temperature and humidity of the air within the control range, during the specified time period in the user’s requirements specification. ISO 14644-3 takes the test methods for temperature and humidity from the 2003 edition of the standard IEST-RP-CC006.3 for cleanrooms.
Temperature scales
First, the temperature scale must be defined. The Celsius (degree Celsius) scale is used for most temperature measurements. The Fahrenheit scale is used in the United States. The third scale is named after the Scottish physicist, Lord Kelvin (Kelvin scale), who first defined this scale. Its symbol is K. Absolute zero is equal to -15/273 degrees Celsius and -68/459 degrees Fahrenheit, which is called absolute zero.
.

When is the temperature and humidity test for a cleanroom performed?
The temperature and humidity test for a cleanroom is performed after the completion of the construction of the cleanroom and before it starts operating. It starts after the commissioning of the HVAC system and the stabilization of the conditions. The temperature should be measured at least at one point in each of the temperature-controlled areas. Each sensor should be placed in the specified location at working height (usually 900 mm). If there are several rooms where this parameter must be measured, the sensor must be given enough time to stabilize and then the temperature of that location is recorded.
Relative humidity is not meaningful without air temperature data, as it is directly related to temperature and is equal to the amount of water vapor present in the air at a given temperature, relative to the maximum amount of water vapor that air can hold at that temperature without the water vapor condensing.
read more | Laminar airflow
The humidity test should be performed in conjunction with the temperature test. Before starting the test, the cleanroom HVAC system must be balanced and fully operational according to the user’s needs. Measuring humidity at one point in each of the humidity-controlled areas is sufficient. Measurement at each point should take at least 5 minutes and enough time should be allowed for the sensor to stabilize.
Equipment required for temperature and humidity testing
For temperature and humidity testing of a cleanroom, a portable cleanroom thermometer and hygrometer that has the ability to average and record data can be used.
Filter leakage test for cleanroom validation
The filter leakage test for cleanroom validation is performed to confirm the correct installation of the filter and the absence of leakage when it is used. For the filter leakage test, a certain amount of aerosol (solid or liquid particles suspended in air) is injected upstream of the filters and the airflow downstream of the filters and their frame is examined. This test is the filter leakage test after the filters are fully installed, which includes the filter itself, the frame, and the sealant around it. This test is for cleanrooms and cleaning devices that are in the “post-construction” or “at rest” groups from the perspective of occupancy. It is also applicable when commissioning new cleanrooms, facilities that need to be retested, or after the replacement of final filters.

Currently, there are two types of high-efficiency filters known as HEPA (High Efficiency Particulate Air) and ULPA (Ultra Low Particulate Air) filters. The downstream velocity of these filters should be around 0.45 m/s and their initial pressure drop should be between 120 and 220 Pascals. These filters are designed to control the number of particles that enter a clean area using filtration mechanisms.
The performance of HEPA filters is a combination of three key aspects. First, there are one or more outer filters (pre-filters) that act like a sieve and filter out larger particles of contamination, dust, and hair. Inside the HEPA filter, there is a layer of very fine, densely packed, and pleated fibers that trap smaller particles. The inner portion of the HEPA filter traps particles that pass through the airstream. There are a variety of HEPA filters with different efficiencies, as shown in the table below.
Classification of HEPA filters according to EN1822 standard
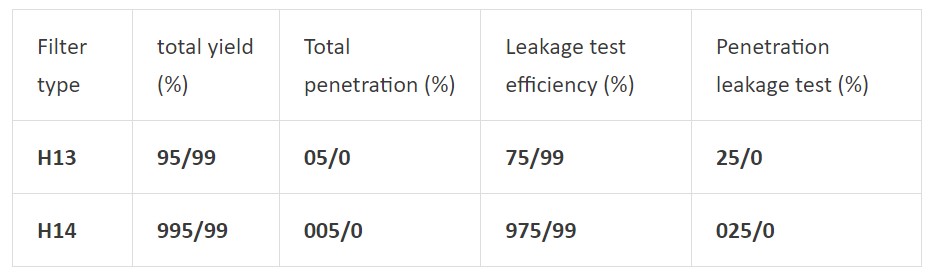
The type of HEPA filter used in a cleanroom depends on the class of the cleanroom and the needs of the facility. Most drug manufacturing industries use H13 to H14 HEPA filters.

When specifying a filter, it is important to pay special attention to the gasket, which comes in a variety of types.
read more | cleanroom equipment
Filter gasket, neoprene gasket
Neoprene gaskets or injection-molded gaskets are typically 6 to 8 millimeters thick to fit the filter frame. The gasket is compressed into the chamber to prevent the leakage of contaminated air. This method is successful in most cases, but if there is a minor error in the design of the filter box or plenum box, or if the gasket is too tight or loose, or if it is not of high quality, it can easily allow the leakage of contaminants.
Gel Sealant
Gel sealants, or gel gaskets, provide ideal sealing and guarantee airtightness, meaning they prevent unfiltered air from passing through the filter frame and contaminating the cleanroom. This frame is a duct filled with gel. The filter box or plenum box designed for this purpose, and the part of it that connects to the frame, has a knife-like shape that allows the gel to fill the entire chamber when in contact and, in turn, leaves no space for unfiltered air to pass through.

Equipment Required for Filter Leakage Test
The following equipment is required to begin the test:
- Injection port
- Sampling port
- Filter leakage test equipment
- Aerosol generator
- Particle counter
- Pump
- Diluter
Particle Counting Test for Cleanroom Validation
The most important test among all tests is the particle counting test, which is used to prove the compliance of cleanroom performance with the requirements and standards set for the cleanroom classification in question.
The prerequisites for particle counting test are as follows:
- The cleanroom must initially be balanced and meet the required number of air exchanges per hour.
- The pressure difference between the cleanroom and its surrounding environments must be adjusted.
- The filter health test or filter leakage test must be performed.
- The room to be tested must be clean and ready for use.
After the prerequisites for starting the particle counting test have been met, the test conditions are determined.
The particle counting test of a cleanroom can be performed in one of the three following modes, which are different occupancy conditions from the ISO14644-1 standard:
After construction As Built | – It is a state in which all facilities are installed and connected and ready for use, but the cleanroom does not have production equipment or labor. |
Resting At Rest | – A condition in which all facilities and machinery are installed and connected to the equipment and are working as expected, but no workforce is present. |
Work in progress In operation | Conditions in which all facilities and machines are installed and connected to the equipment and are working as expected and employees are also working. |
Note: Post construction tests are only for cleanrooms that have just finished construction. Cleanrooms undergo post-build tests only once, and all subsequent tests are performed in resting or running states. Among these three modes, the working mode is the most challenging. Cleanrooms are normally legally expected to be tested in operational mode.

What device is used for particle counting tests?
A particle counter is used for this test. These devices take a specified sample of air and count the number of suspended particles in it. Usually, one cubic meter of air is considered as a sample.
A particle counter is an essential tool for determining the cleanliness class of a cleanroom and cannot be replaced by anything else. Different manufacturers have produced various types of particle counters that cover particles from 0.1 to 25 micrometers with a capacity of 2 to 56 liters per minute.
Particle counting test method for cleanrooms
Particle counting tests are performed according to ISO 14644-1. This test consists of three parts:
- Cleanroom class test
- Very fine particle determination test (optional test)
- Macro particle determination test (optional test)
Cleanroom Classification Testing for Cleanroom Validation
The ISO 14644-1 standard defines the class or grade of cleanliness of cleanrooms based on the concentration of particles in the air with specified sizes, and requires the measurement of the number of suspended particles in the air of the cleanroom, which must be compared with the ranges that are previously determined in the standard.
read more | Air-cooled chillers
To validate the quality of a cleanroom, a certain number of samples of the air in the room must be taken. The number of sampling locations depends on the dimensions of the room. The larger the room, the more samples of air need to be taken.
Number of sampling points
ISO 14644-1 provides a formula for calculating the minimum number of sampling points:
NL = minimum number of sampling points (which must be rounded)
A = area of the cleanroom (m²)
After determining the number of particle counting points, samples should be taken at locations with equal intervals in the cleanroom. According to the ISO standard, air samples should be taken at operational height.
Sample volume: The minimum volume of air that is taken as a sample at each point must be determined. According to ISO 14644-1, the volume of the air sample must be large enough to count 20 particles of the largest particle that is specified in that class.
The following formula is used to calculate the minimum sample volume:
Vs = minimum sampling volume from a specific location (expressed in liters) C = number of particles per cubic meter, for the largest particle associated with the class under consideration 20 = indicates the number of particles that must be counted for that class
The minimum sample volume at each location should be 2 liters and the minimum sampling time should be 1 minute. For measurements related to ISO class 5 cleanrooms (class A), it is recommended to take a one cubic meter air sample at each location.
If only one sampling point is required, at least three air samples should be taken from the room under test.
Cleanroom Recovery Test for Cleanroom Validation
The cleanroom recovery test must verify that the cleanroom ventilation system has the capacity to maintain the desired cleanroom cleanliness level. The purpose of this test is to calculate the time required to recover the cleanroom after a contamination event. That is, to determine whether a large number of particles can be reduced to the desired cleanroom cleanliness level within a specified time period.
read more | Condensing Unit
The cleanroom recovery test is performed in either the post-construction or at-rest state. According to ISO 14644-3, the 100:1 recovery time test is not recommended for ISO class 8 and 9 cleanrooms. This is because it is very difficult to create a particle level that is high enough.
ISO 14644-3 defines this test as the 100:1 recovery time or cleanliness recovery rate.

What equipment is used for cleanroom testing and validation?
The following are some of the equipment required for cleanroom testing and validation:
- Capture hood
- Air velocity meter
- Pressure gauge
- Thermometer and humidity meter
- Particle counter
- Filter leak test device
- Sound level meter and light meter
Conclusion
In general, every cleanroom needs to be tested and validated after construction and before commissioning to ensure that it is functioning properly. In this article, we discussed cleanroom validation and cleanroom tests. Ekeas Cleanroom, with its team of specialized and trained personnel as well as the latest validation equipment,